Mig welding is one of the most popular techniques for joining metal. It’s fast, versatile, and easy to learn. But even experienced welders sometimes struggle with getting the voltage and wire speed just right. These two settings are at the heart of every good weld. If you get them wrong, you could end up with weak joints, too much spatter, or even holes in your workpiece. Understanding how to choose the best voltage and wire speed for your project is not just about following charts, it’s about knowing your materials, your machine, and the results you want.
In this guide, you’ll learn how voltage and wire speed work together in MIG welding, how to set them for different metals and thicknesses, and what happens when they’re not matched properly. You’ll also find practical tips, comparison tables, and answers to common questions.
Whether you’re a beginner or improving your skills, this article will help you make smarter choices for strong, clean welds.
What Are Voltage And Wire Speed In Mig Welding?
Before you adjust your machine, it’s important to understand what voltage and wire speed actually do.
- Voltage controls the heat of the arc. Higher voltage creates a hotter arc, which can melt thicker metals.
- Wire speed sets how fast the wire is fed into the weld. Faster wire speed means more filler metal and can affect penetration and bead shape.
These two settings must work together. If the wire speed is too high for the voltage, the weld will be cold and lumpy. If the voltage is too high for the wire speed, you’ll get a flat, wide bead with little penetration.
Why Getting The Right Voltage And Wire Speed Matters
The quality of your weld depends on these settings. If you use the wrong voltage or wire speed, you could face several problems:
- Poor penetration: The weld doesn’t go deep enough, making it weak.
- Excess spatter: Tiny balls of metal fly around, making cleanup hard.
- Burn-through: Too much heat melts a hole in the metal.
- Inconsistent bead: The weld doesn’t look smooth or uniform.
Every metal and thickness needs a different combination. Even the wire type and shielding gas affect the best settings. A common mistake is using “one size fits all” settings, which almost never works for varied projects.

Credit: www.arccaptain.com
How Voltage And Wire Speed Work Together
Think of voltage and wire speed as partners. You can’t set one and forget the other. Here’s how they interact:
- High voltage + high wire speed: Good for thicker metals, gives strong penetration and a larger bead.
- Low voltage + low wire speed: Suits thinner metals, creates a smaller, less hot weld.
- Mismatch: If wire speed is too high for voltage, the wire pushes into the pool and causes popping sounds. If voltage is too high for wire speed, the arc becomes unstable.
Here’s a simple comparison of how these settings affect weld quality:
| Setting | Result | Common Use |
|---|---|---|
| High Voltage, High Wire Speed | Deep penetration, wide bead | Thick metals (1/4″ or more) |
| Low Voltage, Low Wire Speed | Shallow penetration, narrow bead | Thin sheet metal (1/8″ or less) |
| High Voltage, Low Wire Speed | Flat, unstable arc | Rarely used, can cause issues |
| Low Voltage, High Wire Speed | Cold lap, excessive spatter | Leads to poor welds |
Choosing The Best Voltage And Wire Speed: Key Factors
There is no universal setting for MIG welding. The best voltage and wire speed depend on:
- Metal thickness: Thicker metals need more voltage and higher wire speed.
- Wire diameter: Larger wires require higher voltage and wire speed.
- Type of metal: Steel, aluminum, and stainless steel have different requirements.
- Welding position: Overhead, vertical, or flat welding may need adjustment.
- Shielding gas: The mix (CO2, Argon, etc.) Affects penetration and bead shape.
Example Settings For Common Metals
Here’s a comparison of typical settings for mild steel using .030″ wire:
| Metal Thickness | Voltage (V) | Wire Speed (IPM) |
|---|---|---|
| 18 gauge (1.2mm) | 15-16 | 180-210 |
| 1/8″ (3.2mm) | 17-18 | 230-250 |
| 1/4″ (6.4mm) | 20-21 | 260-270 |
These numbers are starting points. Always check your machine’s manual for specific recommendations.
How To Find The Right Settings For Your Welding Machine
Most modern MIG welders have guides printed on the inside of the machine door. These charts give recommended voltage and wire speed for different metals and wire types. If your machine doesn’t have this, you can:
- Search online for your model’s chart.
- Use a general chart for similar machines.
- Start with the middle values and adjust based on your test welds.
Practical tip: Always do a test weld on scrap metal before starting your actual project. Adjust voltage and wire speed until you see:
- A consistent arc sound (like frying bacon).
- Smooth, even bead with slight mound.
- No excessive spatter or burn-through.
Advanced Tips: Fine-tuning Your Settings
Even after setting your machine based on charts, you often need to fine-tune. Here are two non-obvious tricks many beginners miss:
- Watch the arc length: The gap between the wire and the metal matters. If it’s too long, the arc becomes unstable. Adjust wire speed to keep the arc short and steady.
- Look at bead shape: If the bead is tall and narrow, increase voltage. If it’s wide and flat, lower voltage or increase wire speed. The ideal bead is slightly rounded, not too flat or tall.
Adjusting For Welding Position
Different positions (vertical, overhead, flat) need slight changes:
- Vertical welding: Lower wire speed and voltage to prevent the weld from running down.
- Overhead welding: Use slightly higher wire speed to keep the bead from falling.
Common Mistakes And How To Avoid Them
Many welders, especially beginners, make these errors:
- Ignoring wire size: Using .023″ wire with thick metal leads to weak welds, even if voltage is high.
- Not matching gas to settings: Pure CO2 needs higher voltage than Argon mixes.
- Setting and forgetting: Conditions change; always recheck settings when you switch metal, wire, or position.
- Over-adjusting: Small changes matter. Move settings in small steps, not big jumps.
- Skipping test welds: Practice on scrap metal saves time and prevents costly mistakes.
Example: Setting Voltage And Wire Speed For Aluminum
Welding aluminum is different from steel. Aluminum melts faster and needs higher wire speed.
For 1/8″ (3.2mm) aluminum using .035″ wire:
- Voltage: 18-21V
- Wire speed: 260-320 IPM
- Shielding gas: Pure Argon
Notice the wire speed is higher than for steel. Also, aluminum is sensitive to heat; too much voltage can create burn-through.
Credit: www.weldingtipsandtricks.com
Real-world Data: What Welders Actually Use
A study by the American Welding Society found most hobbyists use these average settings for mild steel:
- Voltage: 18-20V
- Wire speed: 220-260 IPM
- Wire diameter: .030″
Professionals adjust based on job. For thick structural steel, they may use up to 24V and 350 IPM with. 035″ wire.
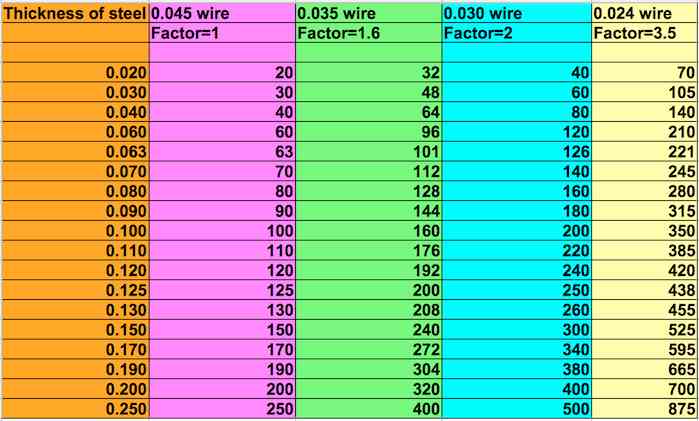
Helpful Comparison: Wire Speed And Voltage By Wire Size
Wire size affects both voltage and wire speed. Here’s a quick reference:
| Wire Diameter | Typical Voltage (V) | Wire Speed Range (IPM) |
|---|---|---|
| .023″ | 14-17 | 90-170 |
| .030″ | 17-21 | 150-270 |
| .035″ | 19-24 | 220-320 |
How To Troubleshoot Bad Welds: Quick Solutions
If your weld isn’t looking right, here’s how to diagnose:
- Too much spatter: Lower wire speed or voltage.
- Weld won’t penetrate: Increase voltage.
- Wire stubbing into metal: Increase voltage or lower wire speed.
- Bead is too flat: Lower voltage, increase wire speed.
- Arc is unstable: Check connections, adjust wire speed.
Practical Advice For Beginners
Start with recommended settings, but don’t be afraid to tweak them. Listen to the arc, watch the bead shape, and use test welds to dial in. Keep a notebook of what works for each metal and wire size. This will save you time and help with repeat jobs.
Also, remember that as machines get older, internal parts can change how settings behave. Always check, even if you’ve welded with your machine before.
If you need more detailed charts and data, visit the Wikipedia page for MIG welding for scientific background and deeper technical information.

Credit: www.arccaptain.com
Frequently Asked Questions
What Happens If Voltage Is Too High In Mig Welding?
If voltage is too high, the arc gets bigger and hotter. This can cause a wide, flat bead and sometimes burn-through, especially on thin metal. The weld may also lack penetration, making it weaker.
How Do I Know If My Wire Speed Is Set Correctly?
Listen for a steady “frying bacon” sound. If you hear popping or the wire pushes into the pool, the wire speed is too high. If the arc keeps breaking, it’s too low. Test on scrap metal to find the sweet spot.
Can I Use The Same Settings For All Metals?
No. Steel, aluminum, and stainless steel each need different voltage and wire speed. Aluminum needs higher wire speed and pure Argon gas. Always check charts or do test welds for each metal type.
Is Wire Diameter Important For Settings?
Yes. Thinner wires (. 023″) need lower voltage and wire speed. Thicker wires (. 035″) require higher settings. Using the wrong wire size can cause poor welds, even if voltage and speed are set correctly.
Why Does My Weld Have Lots Of Spatter?
Excess spatter usually means your wire speed is too high or voltage is too low. Adjust both in small steps. Also, check if your shielding gas mix is correct.
Mig welding is a skill that improves with practice and careful adjustment. Knowing how to set voltage and wire speed will help you create strong, clean welds every time. Keep experimenting, and don’t be afraid to try new settings. Over time, you’ll develop an instinct for what works best for each project.