Calculating thermal load isn’t just an HVAC concern—it directly affects welding environments where temperature control influences material behavior and weld quality.
Understanding How Do You Calculate the Heat Output of a Radiator becomes critical when managing shop conditions, preheating requirements, or maintaining consistent temperatures for sensitive welds.
Incorrect heat output can lead to uneven material expansion, poor penetration control, arc instability, or even weld defects due to rapid cooling.
In fabrication settings, especially with thicker metals or code-critical welds, maintaining the right ambient and surface temperature reduces the risk of cracking, distortion, and failed inspections. This makes accurate heat output calculations more than a comfort issue—it’s a performance and quality factor.
By breaking down the calculation method and its practical implications, you’ll gain a clear understanding of how to control thermal conditions effectively and improve welding consistency in real-world applications.

Image by toasty
Core Principles of Radiator Heat Output Calculation
Defining Heat Output and Its Relevance to Welded Fabrications
Heat output is the rate at which a radiator transfers thermal energy to the surrounding air, expressed in watts (W) or BTU per hour (BTU/h).
It depends on three variables: the temperature difference between the heating medium and room air (ΔT), the effective surface area exposed to air, and the radiator’s heat-emission coefficient.
In fabrication shops, this value dictates the final dimensions you cut and weld. A 10% error in output can require re-cutting panels or adding sections, wasting material and labor.
Standard Rating Conditions and Why They Matter for Fabricators
Manufacturers rate radiators at standard conditions—typically flow/return/room temperatures of 75 °C / 65 °C / 20 °C, producing a mean water-to-air ΔT of 50 K (ΔT50). Every catalog wattage you reference assumes this baseline.
When your project uses different system temperatures (common with heat pumps or low-temperature boilers), you must correct the rated output or design larger units from the start. Ignoring the standard leads to field failures that trace straight back to the welding bay.
Determining Required Heat Output from Room Heat Loss
Volume-Based Estimates for Quick Workshop Assessments
Start with room volume. Multiply length × width × height in cubic metres. Apply an indicative wattage-per-cubic-metre value based on construction:
- Modern insulated space: 60–70 W/m³
- Standard older building: 90–100 W/m³
- Poorly insulated industrial shed: 120–150 W/m³
For a 5 m × 4 m × 2.5 m workshop (50 m³) with average insulation, target 4 500–5 000 W total output. Convert to BTU/h by multiplying watts by 3.412. This gives a ballpark figure you can use while laying out panel lengths on the welding table.
Adjusting for Real-World Variables Like Insulation and Exposure
Add multipliers for specifics:
- Two external walls: +15–20%
- Large glazing (over 20% of floor area): +25%
- High ceiling (>3 m): +10% per extra metre
- North-facing exposure or high infiltration: +10–15%
Subtract for above-average insulation or internal walls only. Perform this adjustment before finalizing your cut list. The resulting target output becomes the design specification you weld to.
Applying Delta T Corrections in Your Designs
The Logarithmic Mean Temperature Difference Method
For precision when system temperatures differ from standard, use the logarithmic excess temperature (ΔT_log):
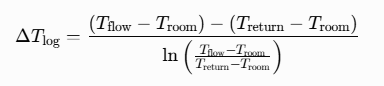
Calculate ΔT_log for both standard (75/65/20) and operating conditions, then apply conversion factor
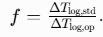
Multiply the manufacturer’s standard output by ( f ) and by the radiator exponent (typically 1.28–1.33 for steel panels). This method yields exact operating output and is the professional standard for custom fabrications.
Simplified Correction Factors for Shop Use
When time is short, use these industry-accepted multipliers applied to ΔT50 ratings:
| ΔT (K) | Correction Factor |
|---|---|
| 70 | 1.548 |
| 65 | 1.406 |
| 60 | 1.268 |
| 50 | 1.000 |
| 45 | 0.871 |
| 40 | 0.747 |
| 35 | 0.627 |
| 30 | 0.513 |
A radiator rated 1 000 W at ΔT50 delivers 1 268 W at ΔT60. Use the table to scale your fabricated dimensions upward or downward before welding.
Estimating Output for Custom-Built Radiators
Using Surface Area and Volume Formulas for Panel and Column Types
For quick in-shop estimates on steel fabrications:
Panel radiators:
where is 3.1 (single panel) to 9.0 (four-panel configuration), ( l ) = length in metres, ( h ) = height in metres.
Column radiators:
where = 15 000–17 000 and = external volume in m³.
These formulas assume 50 °C surface-to-air difference and give you output before you strike an arc. Adjust proportionally for different ΔT.
Cast Iron Restoration: Square Footage to BTU Conversion
When repairing or restoring vintage cast iron, measure one section height and width, then reference column- or tube-type charts to obtain square feet of radiation per section. Multiply by number of sections for total radiating surface. Apply BTU/h per square foot based on supply temperature:
- 140 °F supply: 90 BTU/h per sq ft (typical residential)
- Higher temperatures increase output linearly per published emission tables.
This method lets you certify the restored radiator’s output before reinstallation and invoice accordingly.
Integrating Calculations with Welding Decisions
Material Choices and Their Impact on Heat Transfer Coefficients
Steel panels (high conductivity) suit high-output needs; aluminum offers lighter weight but requires careful weld procedures to avoid distortion. Cast iron provides thermal mass for steady output but demands pre-heat and nickel-based fillers for crack-free repairs.
The overall heat-transfer coefficient U in the basic equation drops if welds introduce gaps or excessive spatter that reduces effective surface area. Choose filler and technique to preserve the parent-metal conductivity you calculated for.
Weld Design Considerations for Optimal Heat Emission
Full-penetration butt joints on panel seams maintain uniform surface temperature. Avoid excessive reinforcement that creates hot spots or reduces convective airflow.
Post-weld stress relief on large fabrications prevents warping that alters the designed surface-to-volume ratio. Every millimetre of misalignment you correct during fit-up directly protects the output calculation you performed upstream.
Real-World Calculation Examples for Fabricators
Example 1 – Designing a Steel Panel Radiator for a Garage
Garage: 6 m × 5 m × 3 m = 90 m³. Target 100 W/m³ = 9 000 W. Using ΔT45 (low-temp system), correction factor 0.871. Required standard output = 9 000 / 0.871 ≈ 10 333 W at ΔT50.
Select a double-panel convector type (). Solve for length at 600 mm height: rearrange panel formula and cut panels accordingly. Weld schedule uses 1.2 mm wire at 180 A to keep distortion under 1 mm across 2 m length.
Example 2 – Rating a Repaired Cast Iron Radiator
Twenty-section column radiator, each section 3 sq ft radiation = 60 sq ft total. At 140 °F supply water: 60 × 90 BTU/h per sq ft = 5 400 BTU/h (≈ 1 583 W). After weld repair of two cracked sections, re-measure surface and confirm no loss exceeds 2 %. Certify output and match to room load before delivery.
Final Thoughts
Your fabricated radiator’s output is only as reliable as the calculation that drove its dimensions and weld details. Master these methods and every custom radiator you deliver will perform exactly as specified, giving you a competitive edge in both repair and new-build work.
The pro-level insight: once you treat heat-output math as a welding specification rather than an afterthought, you begin selecting pre-heat temperatures, travel speeds, and filler alloys that preserve the exact U-value you engineered—turning good welds into guaranteed thermal performance.
Frequently Asked Questions
What does ΔT50 actually mean for radiator output ratings?
ΔT50 is the manufacturer test condition where mean water temperature minus room temperature equals 50 K (flow 75 °C, return 65 °C, room 20 °C). All catalog watts are stated at this baseline; you must correct for any other operating temperatures.
How do you convert radiator watts to BTU/h accurately?
Multiply watts by 3.412. Example: 1 000 W × 3.412 = 3 412 BTU/h. Use this when cross-referencing US and metric supplier data during fabrication quoting.
Does radiator type change the heat output calculation method?
Yes. Panel radiators use dimensional formulas or manufacturer linear W/m ratings. Column and cast iron use external volume or square-foot radiation tables. Always apply the same ΔT correction regardless of type.
Can I use a simple volume multiplier instead of full heat-loss software?
For preliminary shop estimates yes—60–150 W/m³ depending on insulation. Final designs still require full variable adjustment and ΔT correction to guarantee performance after welding and installation.

Hi, I’m Zachary Ford. I’m passionate about welding and dedicated to helping both beginners and experienced welders make informed decisions. I research, test, and write about welding helmets, welding machines, safety equipment, and essential workshop tools. My goal is to provide honest reviews, practical buying guides, and easy-to-follow tutorials that help you weld more safely, work more efficiently, and choose the right gear with confidence.