Choosing the right tungsten electrode size might seem like a small detail, but it can change everything about your welding experience. For many welders—whether you are new to TIG welding or have years of experience—selecting the correct size affects arc stability, weld quality, and even the lifespan of your equipment.
If you’ve ever wondered why your welds are inconsistent, or why the electrode keeps wearing out too fast, there’s a good chance that the tungsten size isn’t matched to your welding job.
This guide will help you understand how to pick the right tungsten electrode size, why it matters, and how you can avoid common mistakes that many welders make.

Understanding Tungsten Electrodes
Before you can choose the right size, you need to know what a tungsten electrode is and why it’s so important for TIG (Tungsten Inert Gas) welding. The tungsten electrode is the part that creates the arc during welding.
It must carry the right amount of current, withstand high heat, and maintain a sharp or rounded tip, depending on the application. Tungsten is chosen because it has a very high melting point—about 3,422°C (6,192°F). It doesn’t melt easily, even under intense heat.
There are different types of tungsten electrodes. Some have pure tungsten, while others are mixed with oxides like thorium, lanthanum, or cerium. The type you choose will affect the performance and the size you need.
Why Tungsten Electrode Size Matters
Picking the right size is not just about following a chart. The diameter of the electrode controls how much current it can handle, how stable the arc is, and how clean your welds will be. If the electrode is too small, it can overheat, melt, or even break. If it’s too large, it might not start the arc easily or could cause a wide, hard-to-control arc.
Here are some specific reasons why size matters:
- Current Carrying Capacity: Each size can safely handle a certain amount of electrical current.
- Arc Stability: The right size produces a more stable and focused arc.
- Tip Shape and Wear: Small electrodes can burn away faster, while large ones can blunt more easily.
- Weld Quality: Incorrect size can cause contamination, cracking, or weak welds.
Non-obvious insight: Many beginners think bigger is always better, but an oversized tungsten can actually make it harder to control the arc for thin metals.
Common Tungsten Electrode Sizes
Tungsten electrodes come in several diameters. The most common sizes include:
- 1/16 inch (1.6 mm)
- 3/32 inch (2.4 mm)
- 1/8 inch (3.2 mm)
- 5/32 inch (4.0 mm)
- .020 inch (0.5 mm)
- .040 inch (1.0 mm)
Most welders use sizes between 1/16 inch and 1/8 inch for general work. Thinner sizes like .020 or .040 inch are used for very fine, low-current welding, such as on thin stainless steel or aluminum sheets.
Factors To Consider When Choosing Tungsten Electrode Size
1. Welding Current (amperage)
The most important factor is the amperage you plan to use. Each electrode size has a recommended current range. Using more current than recommended can damage the electrode and ruin your weld.
Here’s a practical reference:
| Tungsten Diameter | DC Amperage Range | AC Amperage Range |
|---|---|---|
| .020″ (0.5 mm) | 5–15 A | Up to 20 A |
| .040″ (1.0 mm) | 10–30 A | 15–25 A |
| 1/16″ (1.6 mm) | 15–90 A | 20–80 A |
| 3/32″ (2.4 mm) | 70–150 A | 80–130 A |
| 1/8″ (3.2 mm) | 120–250 A | 130–200 A |
| 5/32″ (4.0 mm) | 225–400 A | 200–275 A |
Notice that as the electrode size increases, the current range also increases. Choose an electrode that matches the current for your welding job.
2. Type Of Metal
Different metals require different tungsten sizes. Thin metals need small electrodes with lower current. Thick metals can use larger electrodes with higher current.
- Thin aluminum or stainless steel: Use .020″, .040″, or 1/16″ electrodes.
- Mild steel or thick aluminum: Use 3/32″, 1/8″, or even 5/32″ electrodes.
Non-obvious insight: Some metals, like aluminum, are more sensitive to heat. Using a large electrode on thin aluminum can cause warping and burn-through.
3. Type Of Welding Current (ac Or Dc)
TIG welding uses either alternating current (AC) or direct current (DC). The electrode size can change depending on the current type.
- AC is commonly used for aluminum and magnesium.
- DC is used for steel, stainless steel, copper, and titanium.
For AC welding, especially on aluminum, a slightly larger electrode is often better because the arc is less stable and more heat is generated at the tip.
4. Welding Position
Some welds are done flat, while others are vertical or overhead. For out-of-position welding, a smaller electrode with lower current can help you control the arc better.
- Flat position: You can use the largest suitable electrode for your amperage.
- Vertical or overhead: Consider a smaller size to prevent dripping and better control.
5. Type Of Tungsten Electrode
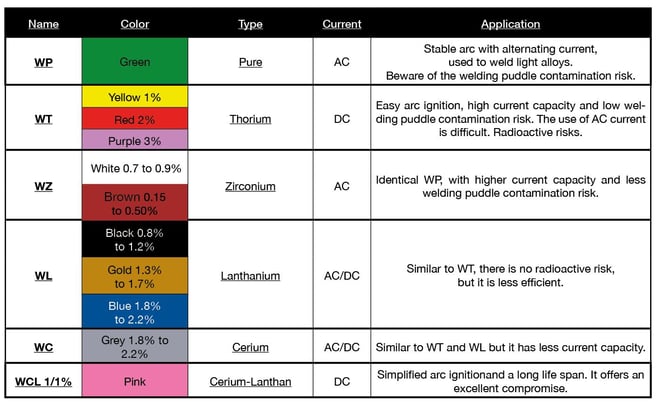
There are different types of tungsten electrodes, each with specific characteristics. The type can affect the size you need, especially for starting the arc and arc stability.
- Pure tungsten (Green): Used mainly for AC on aluminum, often requires a slightly larger size.
- Thoriated (Red): Used for DC welding, carries current well, common for steel.
- Ceriated (Orange/Gray): Good for both AC and DC, especially at low currents.
- Lanthanated (Blue/Gold): Versatile, handles a wide range of currents, often lasts longer.
For example, a 2% ceriated tungsten can handle the same current as a thoriated one but with a slightly smaller size.
6. Desired Arc Shape And Focus
A smaller diameter creates a narrower, more focused arc. This is useful for precise welds, such as on thin tubing or delicate joints. A larger diameter produces a wider, less focused arc, better for filling large gaps or welding thicker materials.
7. Machine Limitations
Your TIG welder has its own limits. Check the manual for the maximum recommended electrode size. Some home machines cannot support larger electrodes or higher currents.
8. Cost And Waste
Larger electrodes are more expensive. If you only weld thin metals or do light work, buying large tungsten rods is wasteful. Choose the smallest size that fits your needs to save money.
How To Match Tungsten Size To Your Welding Project
Matching the tungsten size to your project is not just about following a chart. You need to consider several variables at once.
Example 1: Welding Thin Stainless Steel
Suppose you are welding 0. 040″ (1 mm) stainless steel tubing. You plan to use 35 amps DC.
- Best choice: 1/16″ (1.6 mm) thoriated or ceriated tungsten.
- Why: Handles the current, gives a focused arc, and lasts longer.
Example 2: Welding 1/4″ Aluminum Plate
You need to weld a thick 1/4″ (6 mm) aluminum plate using AC at 180 amps.
- Best choice: 3/32″ (2.4 mm) or 1/8″ (3.2 mm) pure or lanthanated tungsten.
- Why: These sizes handle the higher current and give a stable arc on AC.
Example 3: Small, Precision Work
You are doing micro-welding on jewelry or thin sheet metal at 10–20 amps.
- Best choice: .020″ (0.5 mm) or .040″ (1.0 mm) ceriated tungsten.
- Why: Small diameter allows for a very fine, controlled arc.
Tungsten Electrode Size And Tip Preparation
The way you sharpen or shape the tip also matters. Pointed tips are used for DC welding, while balled tips are used for AC welding on aluminum.
- For DC welding (steel, stainless): Sharpen the tungsten to a point, with a length about 2.5 times the diameter.
- For AC welding (aluminum, magnesium): Ball the tip slightly, but not more than 1.5 times the electrode diameter.
If the tip is too sharp on a large electrode, it can split or degrade quickly. If it’s too blunt on a small electrode, it won’t start the arc easily.
Comparing Popular Tungsten Sizes
Let’s look at the most used sizes and their typical uses.
| Diameter | Typical Use | Best For |
|---|---|---|
| .020″ (0.5 mm) | Micro-welding, thin sheet | Jewelry, electronics |
| .040″ (1.0 mm) | Light work, thin metals | Bicycle frames, auto body |
| 1/16″ (1.6 mm) | General purpose | Stainless steel, mild steel |
| 3/32″ (2.4 mm) | Medium to heavy work | Aluminum, thick steel |
| 1/8″ (3.2 mm) | Heavy plate, high current | Structural welding |
This comparison makes it easier to pick the right size for your application.
Mistakes To Avoid When Selecting Tungsten Size
Even experienced welders can make errors when choosing a tungsten electrode. Here are some common mistakes and how to avoid them:
Using a large electrode for small work: This can make the arc hard to control, leading to rough, wide welds or burning through thin material.
Pushing the amperage above the limit: Overheating the electrode causes it to degrade quickly and can contaminate the weld.
Ignoring the type of tungsten: Some types handle higher current for the same size. Always check the manufacturer’s recommendations.
Not reshaping after grinding: If you don’t grind the tungsten to the right shape, you can’t get a stable arc, even with the correct size.
Switching metals without adjusting size: Welding aluminum after steel requires not just a different tip shape, but often a different size.
Non-obvious insight: If you notice tiny cracks or “spitting” at the tip, your electrode is likely too small or not the right type for your current.
Credit: www.axxair.com
Practical Tips For Choosing And Using Tungsten Electrodes
Start small, then size up: For new projects, begin with the smallest electrode that fits your expected amperage. Increase size only if you see signs of overheating.
Keep several sizes on hand: Different jobs require different sizes. Having at least three (1/16″, 3/32″, 1/8″) covers most needs.
Label your electrodes: Use color-coded sleeves or markers to avoid confusion between types and sizes.
Change electrodes regularly: If you see signs of contamination or damage, replace the tungsten. A damaged tip ruins weld quality.
Consult your TIG welder’s manual: Machine manufacturers often give specific recommendations for electrode sizes.
Real-world Example: Automotive Welding
Let’s say you’re repairing a car exhaust system. The metal is thin stainless steel, and you need a clean, tight weld to avoid leaks.
- Recommended size: 1/16″ (1.6 mm) ceriated tungsten
- Amperage: 40–70 amps DC
- Tip prep: Sharp point for a focused arc
If you use a larger electrode, you may burn through the pipe or produce a wide, messy weld bead. A smaller one might not handle the current, causing fast wear or contamination.
How Electrode Size Affects Weld Penetration And Quality
The penetration of your weld is how deep the heat goes into the metal. Electrode size changes this:
- Too small: Shallow penetration, weak welds, risk of electrode burning up.
- Too large: Excessive penetration, possible burn-through, and hard-to-control arc.
A correctly sized electrode gives you just the right amount of penetration with a stable, smooth arc. This is key for both strength and appearance.
Advanced Considerations: Pulse Welding And Automation
In some advanced processes like pulse TIG welding or automated TIG systems, the electrode size must match not just the average current, but also the peak current during pulses.
- For high-frequency pulsing, use an electrode one size larger than usual to avoid tip degradation.
- In automation, consistency is critical. Always use the same size and type for every run to avoid variation in welds.

Credit: www.arccaptain.com
Comparing Tungsten Electrode Size To Other Factors
While size is important, it’s not the only thing to consider. The type of tungsten, current type, and welding technique all play a role. Here’s a side-by-side comparison:
| Factor | Main Impact | Typical Adjustment Needed |
|---|---|---|
| Electrode Size | Current carrying, arc width | Match to amperage & metal |
| Type of Tungsten | Arc stability, tip life | Choose for current & metal |
| Current Type | Heat at tip, cleaning action | Adjust size for AC/ DC |
| Tip Shape | Arc focus, penetration | Sharpen for DC, ball for AC |
This shows that while the electrode size is central, you must balance it with other variables.
When To Change Your Tungsten Electrode Size
As your projects change, so should your electrode size. Here’s when to consider a different size:
- Switching from thin to thick metal
- Changing to a higher or lower amperage
- Switching from DC to AC welding
- Needing a more focused or broader arc
If you notice problems with arc stability, excessive tip wear, or weld quality, try adjusting your electrode size before changing other settings.
Final Thoughts
Choosing the right tungsten electrode size is one of the most important decisions you’ll make for TIG welding. With the right knowledge, you can improve arc stability, extend electrode life, and create cleaner, stronger welds.
Always consider your amperage, metal type, current, and welding position. With experience, you’ll quickly spot when a different size is needed, and your welds will show the difference.
Frequently Asked Questions
What Happens If I Use The Wrong Tungsten Electrode Size?
If the electrode is too small, it will overheat, deform, and possibly contaminate the weld. If it’s too large, you might have trouble starting the arc, and the weld could become wide and difficult to control.
How Do I Know When To Replace My Tungsten Electrode?
Replace the tungsten electrode if the tip becomes contaminated, split, or rounded off. Also, change it if you notice the arc wandering or difficulty in arc starting.
Can I Use The Same Tungsten Size For All Metals?
No. Different metals and thicknesses require different sizes. For example, thin aluminum needs a smaller tungsten than thick steel. Always match the electrode size to the material and current.
Does The Length Of The Tungsten Electrode Matter?
The length affects how much you can use before needing to replace it, but the most important factor is diameter. However, keep at least 1 inch (25 mm) sticking out of the torch for good control.
Where Can I Find More Detailed Charts For Tungsten Sizes And Amperage?
Many welding supply companies and organizations publish detailed charts. The American Welding Society (AWS) is a trusted resource. You can find more information at Wikipedia.